|
Itthoni „munkaállomás” (2010.05.22.-én) |
|
Elszántan szeretem a végsőkig fejlesztgetni ezt a házi cnc-s dolgot, de minél több mindent építek, annál inkább érzem, hogy még, még, még hiányzik valami... J Ördögi kör, ennek sosem lesz vége! J
Azért mertem az erős „munkaállomás” szót használni, mert itt nem csak a gépet szeretném bemutatni, hanem annak tartozékait.
Ezek a következők:
|
|
AUTOMATIKUS
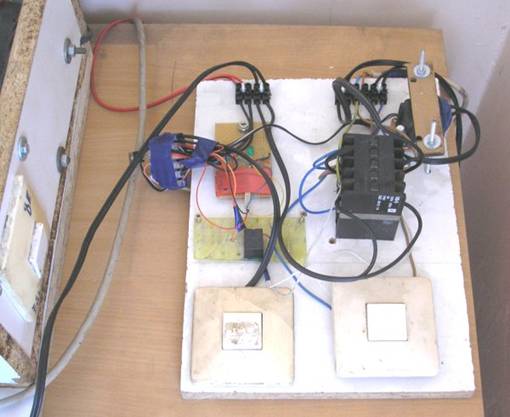
KIKAPCSOLÓ/ÁRAMTALANÍTÓ Galvanikusan elválaszt mindent mindentől, amikor a munka befejeződött. Egy több órás munka elindítása után magára lehet hagyni a gépet, mert az magától leáramtalanít, mintha a konnektorból húznánk ki az egészet. Sőt, áramszünet esetén nem kapcsol vissza! Dióhéjban annyi, hogy egy mágneskapcsoló behúzótekercsén (ahova a 220 van kötve) folyó áramot szakít meg egy 12v-os kis relé, amit egy fet-tranzisztor tart meg.Miután a cnc befejezte a munkát, a program elveszi a nyomtatóport egyik vezetékén azt a jelet, ami a fet-et tartja, így kikapcsol az egész. A jobb oldali kapcsoló állandó bekapcsolásával állandó be kapcsolás, ha kikapcsoljuk, akkor onnantól a számítógép vezérli. Bal oldali csengőkapcsoló, ha magunk, kézzel akarunk áramtalanítani. |
|
|
SZÜNETMENTES TÁP Kezdem azzal, hogy amit lehet kapni PC-szünetmentes táp, az nem jó ha cnc-t is rá akarunk kötni! Egyrészt azért, mert nem bírják az induktív terheléseket, másrészt pedig mert áramszünet esetén egy relé kapcsol át az inverteres-akkus részhez, ami néhány ms-ra áramkimaradást okoz. Ez a pc-tápok kapcsolóüzemű tápjánál nem okoz gondot, viszont pl a cnc motortápnál igen. Sajnos akármekkora kondenzátorral próbáltam áthidalni ezt a problémát a motortápnál, nem sikerült. Biztos van kivétel a szünetmentes tápot illetően ami jól működne ilyen esetben, de annyi pénzt nem akartam áldozni rá. Így egy inverter, egy mágneskapcsoló, és egy 12v-os autóakksival építettem egy erre alkalmas szünetmentes tápot, ami működésében annyiban tér el a bolti szünetmentes tápokétól, hogy itt állandóan az inverterről kapja a 220v-ot, az akksitöltő pedig vagy tölt(ha van áram), vagy nem (ha áramszünet van). Nem aktív állapotában –ami azt jelenti, hogy a mágneskapcsoló nincs behúzva-, a hálózati 220v-ot juttatja el a cnc-géphez, számítógéphez. Viszont ha több órás a munka, és nem akarom hogy egyetlen rövidke áramkimaradással el legyen rontva az addigi munka, akkor a mágneskapcsoló aktiválásával már nem a hálózati 220v megy a cnc-pc-felé, hanem az inverterből érkező, ami szintén akkor aktiválódik, amikor be lett húzva a tekercs. A mágneskapcsoló behúzásával egyidejűleg zárja a töltő-akksi-konver egymáshoz párhuzamosan kapcsolt áramkört. Inaktív állapotban itt is minden mindentől el van választva. Használaton kívül ne folyhasson áram sehol. Akkumlátor veszélyes, tudjuk kis fesz, de nagy áram, tüzet simán okozhat. A szünetmentes az áramtalanítóra is rá van kötve, így ha a gép végez, akkor ahogy annak a másneskapcsolóját is, úgy ennek a mágneskapcsolóját is visszaengedi, és kész is a teljes áramtalanítás. Szemfüleseknek feltűnhetett az ok-okozat cseréje a behúzótekercset ellátó inverteres fesz kapcsán, ugyanis kapcsolóval, vagy nyomógombbal így nem lehet behúzatni a tekercset, mert nincs fesz ami behúzza. Ezért hogy ne kelljen erre a célra hozzáépíteni még külön reléket, így az egész úgy aktiválható csak, ha kézzel nyomjuk be a mágneskapcsolót. Csak érdekességképpen, az inverter áramfelvétele csak a pc-nek(monitor nélkül) a 12V-ról átlag 6A. Ha a cnc dolgozik, akkor is max 7A. Ez teljseítményben aktív munkavégzés alatt olyan 80-90W. Az inverter 150W-os folyamatos terhelhetősége mellett ez nem sok, ezért bízom benne, hogy nem megy tönkre túl hamar. Mégegy megjegyzés, ez a fajta inverter a váltóáramot nem szinuszosan, hanem négyszögjelesen adja. Szerencsére ez teljesítményben sehol nem okoz eltérést, egyetlen jele van csak a négyszögjelnek: máshogy búg tőle a behúzótekercs ! J |



